TECHNIQUES DE SOUDAGE AVEC LE PROCÉDÉ GTAW
L'application du procédé GTAW convient ŕ tous les types de joints. Les techniques de soudage avec ce procédé sont similaires ŕ celles employées pour le soudage au gaz. Toutefois, la chaleur est beaucoup plus intense et la vitesse d'exécution, supérieure. De plus, on a moins besoin de préchauffer le bord d'attaque.
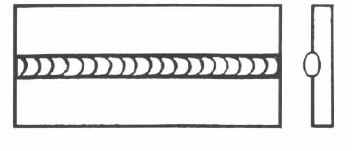
Qualités et défauts d'un cordon de soudure Un cordon bien exécuté ŕ l'aide du procédé GTAW doit présenter les caractéristiques suivantes:
- Il doit posséder un profil légčrement convexe.
- Sa surface doit ętre douce et réguličre.
- Les stries doivent ętre également rapprochées les unes des autres.
- Ses côtés doivent ętre bien fusionnés ŕ la surface du métal de base.
Soudure saine
Défauts des soudures réalisées avec le procédé GTAW Les soudures réalisées ŕ l'aide du procédé GTAW peuvent présenter six types de défauts:
- fissures;
- cavités;
- inclusions de tungstčne;
- manque de fusion et de pénétration;
- défauts de forme;
- défauts divers n'appartenant ŕ aucun des types précédents.
Vous trouverez une description détaillée de chacun de ces défauts, de leurs causes et des moyens de les corriger.
La majorité des défauts de soudage peuvent ętre évités en:
- utilisant un équipement en bon état;
- effectuant l'entretien régulier de l'équipement et des accessoires;
- effectuant le montage du poste de soudage de maničre adéquate;
- utilisant les bonnes procédures de soudage et les bons paramčtres.
Préparation des joints
L'application du procédé GTAW permet de souder tous les types de joints. Toutefois, il est important de savoir que généralement, on n'utilise pas de baguette d'apport pour le soudage des plaques minces. Dans ce cas, on privilégie un joint ŕ bords relevés pour permettre un assemblage par fusion des bords seulement.
Le type de préparation du joint pour un travail donné dépend principalement des facteurs suivants:
- propriétés requises pour le cordon de soudure;
- coűt de préparation du joint et du dépôt de la soudure;
- nature du métal de base;
- dimensions, forme et apparence de l'assemblage ŕ souder.
Il faut aussi tenir compte des considérations suivantes pour le choix du type de joint:
- nombre de points de soudage et dimensions de ces points;
- possibilité de réaliser une purge;
- distance entre les plaques, profondeur et angle du chanfrein, s'il y a lieu;
- nombre de passes requises;
- diamčtre de la baguette d'apport;
- méthode d'amorçage de l'arc;
- position de soudage;
- possibilité de renforcement du joint (bridage);
- type d'électrode employée;
- type de poste de soudage;
- tolérances de l'assemblage.
Nettoyage
Quel que soit le genre de joint, il est essentiel de bien le nettoyer avant le soudage afin d'obtenir un cordon de bonne qualité et de belle apparence. Le nettoyage est particuličrement important pour le soudage de l'aluminium et du magnésium.
Pour de petits assemblages, le nettoyage s'exécute manuellement ŕ l'aide d'une brosse d'acier inoxydable, d'une lime ou d'un solvant chimique. Il ne faut pas meuler l'aluminium ou le magnésium. Il faut s'assurer que toute trace d'oxydes, de scories, d'huile, de graisse et de saleté soit enlevée du joint et de la zone adjacente ŕ la soudure.
Préparation de l'électrode
Préparation du bout de l'électrode selon le type de courant
| L'électrode de tungstčne doit ętre préparée convenablement pour pouvoir maintenir un arc stable. Avant d'utiliser une électrode, il est essentiel de préparer son extrémité selon le type de courant utilisé. |
|

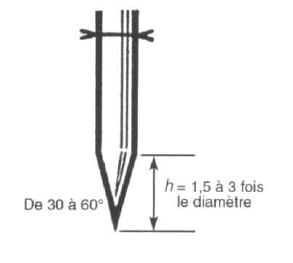
Angle d'affűtage et longueur du cône de l'électrodes
| Pour souder avec du courant continu et une électrode négative, il faut
affűter le bout de l'électrode de façon ŕ obtenir un cône. L'angle du bout de
l'électrode doit ętre de 30° environ, mais il peut aller jusqu'ŕ 60° pour certaines
applications. De plus, la longueur du cône doit représenter de 1,5 ŕ 3 fois le
diamčtre de l'électrode. L'angle de l'électrode détermine la du forme de l'arc et influence la pénétration de la soudure. L'affűtage peut ętre réalisé par meulage ou par réaction chimique. Le meulage peut ętre effectué ŕ l'aide d'une meule conventionnelle ou d'une meule conçue spécifiquement pour les électrodes de tungstčne. Cette derničre permet d'affűter les électrodes avec une plus grande précision. |
|
| Le meulage doit ętre réalisé dans le sens de la longueur de l'électrode et non en la faisant tourner sur elle-męme. De cette façon, l'arc produit sera plus stable et aura moins tendance ŕ remonter le long du cône. De plus, on peut parfois faire un petit méplat au bout de l'électrode, d'environ le tiers du diamčtre de l'électrode, pour augmenter son pouvoir émissif (capacité d'émettre des électrons) et concentrer la colonne de l'arc. On peut aussi obtenir un affűtage en immergeant l'extrémité de l'électrode chauffée au rouge dans du nitrate de sodium. |
|
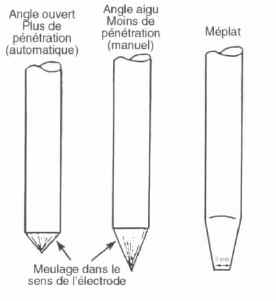
L'angle d'affűtage a une influence marqué sur le profil de pénétration de la soudure. Rčgle générale, plus l'angle est petit (plus l'électrode est pointue), plus la pénétration est large et peu profonde. Il faut donc s'assurer de maintenir l'angle d'affűtage constant une fois que l'on a déterminé une méthode de travail pour une application donnée. Aprčs l'affűtage, les électrodes ont un fini brillant, ce qui assure un courant stable.
Pour souder avec du courant alternatif ou du courant continu avec polarité inversée (CCPI), le bout de l'électrode doit ętre hémisphérique. Pour obtenir un tel profil, on utilise un branchement CCPI, on amorce un arc sur une plaque assez épaisse pour absorber la chaleur qui sera générée et on maintient une intensité assez élevée pour faire fondre l'extrémité de l'électrode. Avec une électrode au zirconium, la boule se forme automatiquement lorsqu'on utilise du courant alternatif avec haute fréquence. Une fois fondu, le bout de l'électrode consente sa forme hémisphérique, ce qui produit un arc stable.
Nettoyage des électrodes de tungstčne
Il est assez facile de reconnaître une électrode oxydée ou contaminée. Une électrode en bon état possčde un aspect brillant et propre. Dans le cas contraire, le bout de l'électrode a un fini plutôt mat et sans éclat. Pour la nettoyer, on doit la meuler ou casser le bout qui est contaminé.
La contamination de l'électrode peut provenir de deux principales causes:
- le contact de l'électrode avec le bain de fusion ou le métal d'apport;
- l'oxydation de l'électrode aprčs l'extinction de l'arc si elle n'a pas été protégée par le gaz de protection. C'est pourquoi il est nécessaire, pour conserver l'électrode en bon état, de laisser le gaz s'écouler jusqu'ŕ ce que cette derničre soit refroidie.
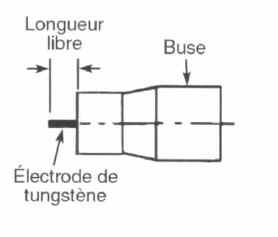
Longueur libre (« extension ») de l'électrode
Longueur libre de l'électrode
| La longueur libre de l'électrode est la distance entre l'extremite de la buse et celle de l'électrode. Dans la plupart des cas, une longueur libre égale au diamčtre de l'électrode est suffisante. Il faut parfois une longueur libre supérieure selon la configuration du joint ŕ souder, par exemple pour exécuter la passe de fond dans un chanfrein ou dans un angle intérieur, surtout si celui-ci a moins de 90°. Il faut éviter de trop sortir l'électrode afin de la maintenir dans le flot de gaz inerte et pour permettre ŕ la buse de bien couvrir le bain de fusion. |
|
Formation du bain de fission
Bien que certaines soudures puissent ętre réalisées sans apport de métal, la plupart des applications manuelles nécessitent un tel apport de métal sous forme de baguette. Męme lorsque la soudure n'exige pas de métal d'apport, le soudeur a normalement une baguette ŕ la portée de la main pour remplir le cratčre final. Il faut donc apprendre ŕ manipuler la baguette d'apport par rapport ŕ l'arc et ŕ la torche.
La baguette d'apport doit ętre amenée au bord du bain de fusion en longeant la surface de la plaque. Il faut éviter de faire entrer la baguette dans l'arc ŕ une hauteur qui pourrait provoquer la fusion de son extrémité sans qu'elle soit en contact avec le bain de fusion. En effet, la goutte formée serait alors difficilement incorporée au bain de fusion. Cette remarque est valable pour tous les métaux, mais particuličrement pour l'aluminium.
On doit toujours porter des gants pour manipuler la baguette.
Le bain de fusion doit ętre amorcé dans le métal de base avant que l'on puisse ajouter du métal d'apport. Le départ de l'arc doit donc se faire sans hésitation et avec suffisamment de courant pour produire une fusion rapide du métal de base. Sur les pičces relativement épaisses, il peut ętre nécessaire d'imprimer ŕ la torche un léger mouvement de rotation pour produire un bain de fusion de la grosseur appropriée. La progression peut ensuite se faire de facon linéaire ou en poursuivant le mouvement de rotation, selon la grosseur du cordon ŕ déposer.
Angles de la torche et de la baguette
Les angles que forme la torche avec les pičces, l'angle d'approche de la baguette ainsi que la position relative de la baguette et de la torche jouent un rôle important dans l'obtention d'une soudure saine. Ces angles varient légčrement selon le type de joint et la position de soudage.
Soudage d'un joint bout ŕ bout en position ŕ plat
Les angles nécessaires pour le soudage d'un joint bout ŕ bout en position ŕ plat. La torche et la baguette sont placées l'une en face de l'autre sur un męme plan.
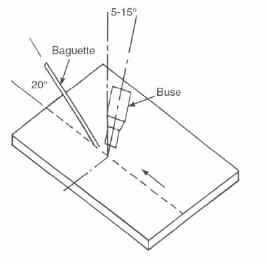
Dans tous les cas de soudage ŕ l'aide du procédé GTAW, la torche est maintenue avec un angle de poussée.
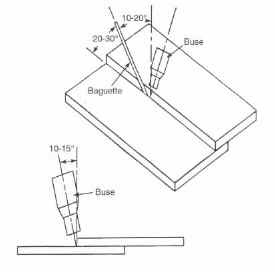
Soudage d'un joint ŕ recouvrement en position ŕ plat
La position respective de la torche et de la baguette pour le soudage d'un joint ŕ recouvrement. La baguette, qui n'apparaît pas sur la vue du bas, devrait ętre placée dans le męme angle de 10 ŕ 15° par rapport ŕ la verticale.
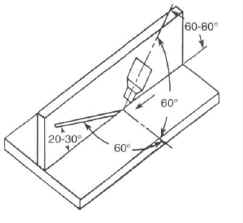
Soudage d'un joint d'angle intérieur en position horizontale
Les angles ŕ maintenir lors de l'exésution d'une soudure d'angle intérieur
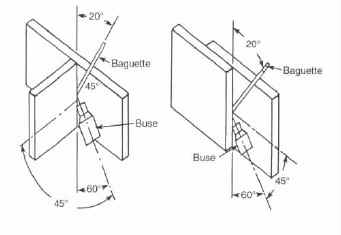
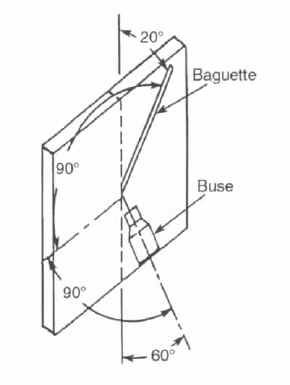
Soudage de joints en position verticale montante
La figure montre comment effectuer le soudage d'un joint d'angle intérieur et d'un joint ŕ recouvrement en position verticale montante. L'angle de la baguette par rapport ŕ la verticale peut ętre compris entre 20 et 45 ° environ. La męme technique est utilisée pour l'exécution d'un joint bout ŕ bout et pour le soudage d'un joint d'angle intérieur en position horizontale
Soudage d'un joint d'angle intérieur et d'un joint ŕ recouvrement en position verticale montante
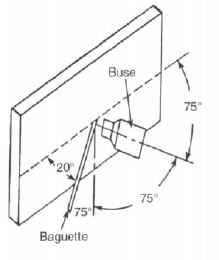
Soudage d'un joint bout ŕ bout en position horizontale
Comme c'est le cas avec les autres procédés de soudage, l'exécution d'un joint ŕ l'horizontale exige le maintien d'un léger angle de la torche vers le haut pour aider ŕ soutenir le bain de fusion. Dans ce cas-ci, l'angle est d'environ 15 ° vers le haut.
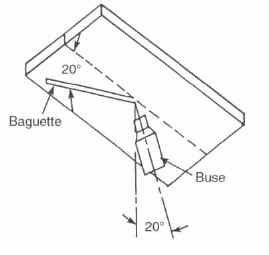
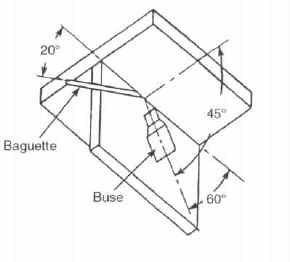
Soudage d'un joint bout ŕ bout au plafond
Pour l'exécution d'une soudure au plafond, la torche est maintenue ŕ un angle de 20° par rapport ŕ la verticale et la baguette est amenée avec un faible angle par rapport ŕ l'horizontale, soit environ 20°.
|
|
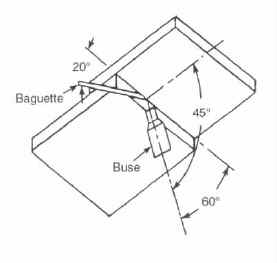
Soudage de joints ŕ recouvrement et d'angle intérieur au plafond
Les angles convenant ŕ l'exécution de joints ŕ recouvrement au plafond. La męme technique s'applique pour le soudage d'un joint d'angle intérieur.
|
|
Lorsqu'on soude dans une autre position qu'ŕ plat, le risque de brűlures peut augmenter en raison du phénomčne de la gravité. Il y a donc un risque accru de projections, de chute de gouttes en fusion, etc. par conséquent, on doit alors veiller ŕ se protéger efficacement en portant des vętements de protection adéquats.
Purge
On utilise la purge pour obtenir une protection gazeuse supplémentaire d'un joint. Tout en fournissant un surplus de gaz de protection, la purge sert ŕ souffler l'oxygčne de l'air ŕ l'extérieur du joint, prévenant ainsi l'oxydation de la soudure. Les purges peuvent ętre réalisées avec presque tous les joints sur plaques et pour les deux premičres passes lors du soudage des tuyaux.
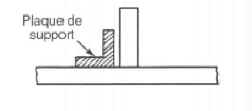
Purge ŕ l'aide d'une plaque de support rainurée
La purge est employée en particulier pour protéger le cordon de pénétration ŕ l'envers des plaques ŕ souder. Par exemple, pour le soudage d'un joint bout ŕ bout sur les aciers au carbone ou alliés, on utilise une plaque rainurée placée en dessous du joint pour effectuer la purge.
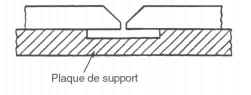
Purge d'un joint bout ŕ bout ŕ bords droits avec une plaque rainurée
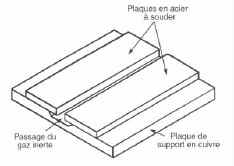
Pour le soudage des aciers au carbone, le gaz provenant de la torche protčge le bain de fusion en surface. Toutefois, le dessous des plaques de métal chauffées au rouge, et męme jusqu'ŕ la fusion, a tendance ŕ s'oxyder au contact de l'oxygčne contenu dans l'air, rendant difficile l'obtention d'un cordon régulier. Pour prévenir ce problčme, on souffle, dans la partie rainurée de la plaque de support, un gaz de protection provenant d'une autre source que la torche. De cette façon, on purge le dessous du joint de l'air atmosphérique. Ce type de purge peut aussi ętre effectué pour le soudage de l'aluminium, du magnésium, de l'acier inoxydable, etc. Dans ces cas, il faut utiliser l'argon pour protéger l'envers du joint.
La plaque de support pour la purge des aciers au carbone est souvent constituée de cuivre. La rainure effectuée sur celle-ci doit ętre d'une profondeur minimale de 5 mm et elle doit se situer juste en dessous du joint ŕ souder. De plus, il est nécessaire de préchauffer la plaque de support en cuivre jusqu'ŕ 300 °C afin qu'elle n'agisse pas comme plaque de refroidissement en absorbant la chaleur dégagée par l'arc électrique, rendant ainsi le soudage des aciers au carbone difficile.
Par contre, la plaque de support en cuivre n'a pas besoin d'ętre préchauffée pour le soudage des aciers inoxydables. Le cuivre, en absorbant la chaleur des plaques ŕ souder, diminue les possibilités de gauchissement des plaques en acier inoxydable. On peut aussi utiliser l'acier inoxydable comme plaque de support pour le soudage de l'aluminium et du magnésium. Une plaque de support en acier peut ętre utilisée pour le soudage des aciers au carbone.
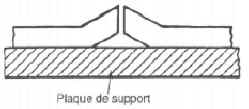
Purge d'un joint bout ŕ bout chanfreins
Purge d'un joint ŕ bords relevés
Purge d'un joint d'angle intérieur
Purge de tuyaux
La purge des tuyaux durant le soudage permet d'obtenir une soudure ŕ l'aspect poli et sans oxydes qui pourraient nuire au mouillage et ŕ la fusion. Elle est particuličrement utilisée pour le soudage de tuyaux faits d'alliages ŕ basse ou haute teneur en carbone.
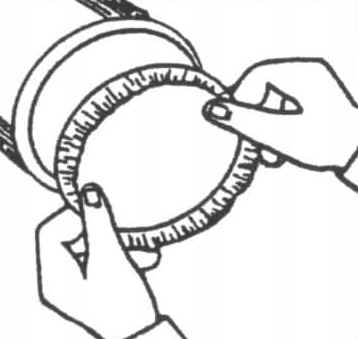
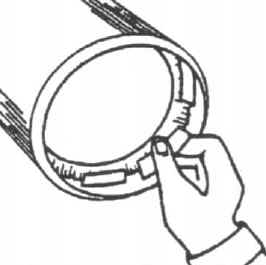
Lorsque le diamčtre intérieur du tuyau est petit, la purge s'effectue simplement en remplissant le tuyau d'argon ou d'un autre gaz inerte durant le soudage. Cependant, pour des tuyaux de plus gros diamčtre (environ 102 mm de diamčtre intérieur et plus), il devient nécessaire de contenir le gaz de purge ŕ l'aide d'un « bouchon ». ce bouchon peut ętre constitué d'un cône, de carton, mais on emploie surtout le papier biodégradable et le ruban adhésif. Par exemple, on utilise le papier biodégradable lors d'assemblages de tuyaux ŕ la verticale, tels que des cheminées, afin d'empęcher la pénétration de courants d'air.
Préparation d'un barrage de purge pour gros tuyaux
|
|
|
|

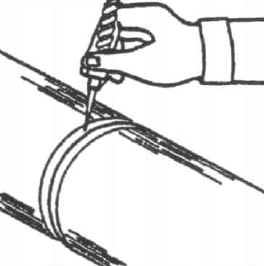
Une fois le soudage terminé, il suffit de rincer le tuyau ŕ l'eau chaude ou froide. Le papier et le ruban s'enlčvent alors sans laisser aucun résidu.
Résume
Les caractéristiques d'un cordon de soudure réalisé correctement ŕ l'aide du procédé GTAW sont les suivantes:
- le profil du cordon est légčrement convexe;
- sa surface est douce et réguličre;
- les stries sont réguličrement espacées;
- les côtés du cordon sont bien fusionnés ŕ la surface du métal de base.
Avant d'exécuter le soudage, les pičces doivent ętre nettoyées ŕ l'aide d'une brosse d'acier, d'une lime ou d'un solvant.
Pour souder des plaques minces, on utilise un joint ŕ bords relevés. Ainsi, on n'a pas besoin d'utiliser de métal d'apport.
Les électrodes doivent ętre préparées pour le soudage:
- pour le soudage avec du courant continu et une électrode négative, l'extrémité de l'électrode doit former un cône d'un angle compris entre 30 et 60°;
- pour le soudage avec du courant continu et une électrode positive ou du courant alternatif, le bout de l'électrode doit étre hémisphérique.
La longueur libre de l'électrode doit ętre environ égale au diamčtre de l'électrode.
Les angles de la buse et de la baguette d'apport durant le soudage dépendent en grande partie du type de joint et de la position de soudage.
Dans tous les cas de soudage ŕ l'aide du procédé GTAW, la torche est maintenue avec un angle de poussée.
La purge sert ŕ fournir une protection gazeuse supplémentaire au joint ŕ souder. Elle s'effectue en utilisant l'argon ou un autre gaz inerte pour souffler l'air hors du joint, ce qui prévient l'oxydation du métal.
On utilise la purge pour le soudage de joints sur plaques et pour effectuer les passes de pénétration sur les tuyaux.
Les plaques de support utilisées pour la purge doivent avoir une rainure d'au moins 5 mm de profondeur.
Pour effectuer une purge lors du soudage des aciers inoxydables, il faut utiliser une plaque de support en cuivre et l'argon comme gaz de purge.
La purge des tuyaux de petit diamčtre s'effectue simplement en soufflant le gaz de purge ŕ l'intérieur durant le soudage.
Pour purger des tuyaux de grand diamčtre, on doit installer des barrages pour retenir le gaz de protection. Ces barrages sont généralement constitués de papier biodégradable et maintenus ŕ l'aide de ruban adhésif spécial.