Le soudage sous protection de gaz inerte avec électrode de tungstčne (réfractaire) devint trčs populaire ŕ partir des années 40 pour le soudage de l'aluminium et du magnésium. Ŕ l'origine, on appelait ce procédé Heliarc, puisqu'on utilisait de l'hélium comme gaz de protection. Par la suite, on utilisa également l'argon, et le procédé fut rebaptisé TIG, selon l'abréviation anglaise de tungsten inert gas. De nos jours, on désigne généralement ce procédé par l'abréviation GTAW (gas tungsten arc welding) en raison des différents gaz et mélanges de gaz de protection employés pour son application.
NOTIONS DE BASE POUR LE SOUDAGE Ŕ L'AIDE DU PROCÉDÉ GTAW
C'est en 1940 qu'ont eu lieu les premičres expériences de soudage du magnésium et de l'aluminium avec électrode réfractaire dans une atmosphčre de gaz inerte. Lors de ces expériences, on utilisait du courant continu avec une polarité inversée. Deux ans plus tard, la compagnie Linde mettait au point la premičre torche de soudage TIG refroidie ŕ l'eau (250 A). Puis, entre les années 1942 et 1949, l'utilisation du courant alternatif avec haute fréquence faisait son apparition.
Description du procédé
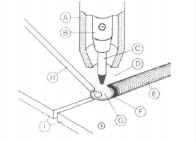
Principe du procédé GTAW (Avesta Welding)
| Le procédé GTAW utilise un arc électrique formé entre une électrode réfractaire de tungstčne et la pičce ŕ souder. un gaz inerte protčge le bain de fusion contre l'air ambiant durant le soudage. L'arc électrique est étroit et intense, ce qui permet d'exécuter le cordon de soudure avec précision. |
|
||
| Le soudage ŕ l'aide du procédé GTAW peut ętre effectué avec ou sans métal d'apport. Lorsqu'on a besoin de métal d'apport, on utilise une baguette afin d'alimenter le bain de fusion et de remplir ainsi le joint ŕ souder. Pendant qu'une main tient la torche pour porter le métal de base ŕ la fusion, l'autre tient la baguette qui alimente le bain de fusion. | A) Buse | F) Bain de fusion | |
| B) Porte-électrode | G) Arc | ||
| C) Electrode de tungstčne | H) Baguette d'apport | ||
| D) Gaz de protection | I) Métal de base | ||
| E) Cordon de soudure | |||
Applications
Le procédé GTAW est utilisé particuličrement pour le soudage de plaques minces ainsi que pour le soudage de tous les métaux ayant une faible soudabilité. Parmi ces métaux, mentionnons les alliages de nickel (Monel, Inconel) ainsi que le titane, pour le soudage duquel le procédé GTAW est le procédé préféré.
On emploie le procédé GTAW dans la construction aéronautique, dans le domaine de la restauration (comptoirs, réfrigérateurs, chariots, etc.), pour la fabrication de blocs-moteurs, de réservoirs, de citernes, de carrosseries, de cabines de camions, de téléphériques, dans les industries alimentaire et chimique pour les échangeurs de chaleur, pour fabriquer des pičces décoratives et pour bien d'autres applications encore.
Enfin, le procédé GTAW s'avčre aussi idéal pour réaliser des réparations et pour la fabrication de petites séries de pičces.
Avantages
La grande qualité des soudures obtenues par le soudage ŕ l'arc électrique avec électrode réfractaire sous protection gazeuse en fait un procédé idéal pour le soudage de presque tous les métaux. Le procédé GTAW compte plusieurs avantages:
- Il permet d'exécuter des soudures sans soufflures, męme sur des métaux difficilement soudables, tels que les alliages de titane et le zirconium.
- Il ne requiert que peu et męme parfois aucun nettoyage aprčs le soudage.
- Le soudage s'exécute facilement dans toutes les positions sans aucune projection de métal.
- Les soudures se font sans emploi de laitier, éliminant ainsi les inclusions de laitier.
- Le chauffage des pičces se fait sur une petite surface, le bain de fusion est étroit et la vitesse de soudage est relativement élevée.
- Les émanations de vapeurs et de fumées toxiques sont éliminées dans la plupart des cas grâce au gaz inerte.
- Le dépôt de soudure est trčs dense.
Cependant, le taux de dépôt du procédé GTAW peut parfois ętre assez faible; c'est pourquoi il est généralement préférable d'utiliser les procédés SMAW ou GMAW pour souder des pičces épaisses.