Electrodes de tungstčne
Avec le procédé GTAW, l'arc est maintenu entre la pičce ŕ souder et une électrode qui, si le procédé est bien appliqué, ne se désintčgre pas pendant le soudage. On utilise le tungstčne pour fabriquer ces électrodes en raison de son point de fusion trčs élevé (3410 °C). De plus, le tungstčne soumis au courant électrique sous des températures trčs élevées libčre facilement ses électrons, ce qui améliore le passage du courant.
Il existe plusieurs types d'électrodes de tungstčne, qui ont été développées pour des applications particuličres du soudage avec le procédé GTAW.
Classification des électrodes de tungstčne
Les électrodes de tungstčne sont régies par la norme américaine AWS A5. 12, élaborée par l'American Welding Society. Présentement, cinq groupes d'alliages de tungstčne sont normalisés pour la fabrication d'électrodes pour le soudage:
- tungstčne non allié (pur);
- tungstčne additionné d'oxyde de thorium (Th);
- tungstčne additionné d'oxyde de zirconium (Zr);
- tungstčne additionné d'oxyde de cérium (Ce);
- tungstčne allié de l'oxyde de lanthanum (La).
Le symbole chimique du tungstčne est W, de son ancien nom, wolfram. On utilise ce symbole et celui des autres éléments d'alliage pour identifier les classes d'électrodes. Un code de couleurs a également été adopté pour identifier les électrodes. Une bande de couleur est apposée ŕ une extrémité de l'électrode pour l'identifier.
Si vous utilisez plusieurs types d'électrodes, ayez soin de ne préparer que le bout opposé ŕ la bande de couleur afin de pouvoir continuer de les identifier facilement.
Le tableau indique la composition, le symbole et le code de couleur des diverses électrodes de tungstčne régies par la norme AWS A5. 12.
Identification des électrodes de tungstčne
| Classe d'électrode | Oxyde ajouté |
Pourcentage nominal d'oxyde |
Code de couleur |
| EWP | Aucun | - | Vert |
| EWTh-1 | ThO2 | 1 | Jaune |
| EWTh-2 | ThO2 | 2 | Rouge |
| EWZr-1 | ZrO2 | 0.25 | Brun |
| EWCe-2 | CeO2 | 2 | Orange |
| EWLa-1 | La202 | 1 | Noir |
| EWG | Non spécifié | - | Gris |
Comme pour les autres normes, la classe G regroupe les électrodes dont la composition chimique est différente de celles des électrodes actuellement normalisées.
Fini de surface
Les électrodes de tungstčne sont offertes avec deux finis de surface:
- - poli ŕ la meule;
- - nettoyé chimiquement.
La surface polie ŕ la meule présente une plus grande régularité que celle nettoyée chimiquement. Cela facilite le contact avec le mandrin de la torche, ce qui évite un échauffement inutile et empęche une baisse d'intensité du courant. De plus, une surface uniforme empęche que l'arc ne remonte sur le côté de l'électrode, attiré par un défaut de surface. Cet effet, lorsqu'il se produit, rend la tâche du soudeur trčs difficile. En contrepartie, les électrodes « décapées » (nettoyées chimiquement) coűtent moins cher.
Electrodes de tungstčne pur
Les électrodes de tungstčne pur doivent contenir au moins 99,5 % de tungstčne. Elles sont les moins chčres sur le marché, mais leur capacité de conduction du courant est plus faible que celle des autres électrodes.
Utilisées avec du courant alternatif, les électrodes de tungstčne pur procurent une bonne stabilité d'arc, en conservant un bout sphérique et lisse. Elles sont utilisables avec du courant continu, mais elles ne procurent ni un amorçage aussi facile ni une stabilité d'arc aussi bonne que les électrodes thoriées, cériées ou lanthanées.
Electrodes au thorium
Les électrodes thoriées possčdent une conductivité électrique environ 20 % supérieure ŕ celle des électrodes de tungstčne pur. De plus, l'amorçage et la stabilité de l'arc sont meilleurs que ceux obtenus avec les électrodes de tungstčne pur ou avec les électrodes zirconiées.
Les électrodes thoriées ne sont utilisables qu'avec du courant continu et une polarité normale (électrode négative). Lorsqu'on les utilise avec du courant alternatif, il est trčs difficile d'obtenir une extrémité hémisphérique, ce qui ne permet pas de maintenir un arc stable.
Electrodes au zirconium
Les électrodes ŕ la zircone (oxyde de zirsonium) possčdent les caractéristiques d'amorçage et de stabilité d'arc des électrodes thoriées. On les choisit généralement pour souder avec du courant alternatif, car elles forment un bout hémisphérique qui assure la stabilité de l'arc, tout en permettant d'utiliser une intensité plus élevée que lorsqu'on emploie des électrodes de tungstčne pur.
Electrodes au cérium et au lanthanum
Ces électrodes sont offertes sur le marché nord-américain depuis les années 80. Elles ont été développées pour remplacer le thorium, qui est un élément légčrement radioactif.
Comme c'est le cas des électrodes thoriées, les électrodes sériées et lanthanées autorisent l'utilisation d'une intensité plus élevée que les électrodes de tungstčne pur. De plus, elles peuvent ętre utilisées avec du courant continu ou alternatif.
Choix d'une électrode de tungstčne
Le choix d'une électrode de tungstčne s'effectue ŕ la lumičre critčres suivants:
- type de courant ŕ utiliser;
- intensité ŕ conduire.
Choix d'une électrode en fonction type de courant
Comme vous venez de le voir, on ne peut pas utiliser les électrodes thoriées avec du courant alternatif. Le tableau indique, en ordre décroissant de préférence, le choix des électrodes selon le type de courant.
Sélection des électrodes en fonction du type de courant
| CCEN | CA ou CCEP |
| EWTh-2 | EWZr-l |
| EWCe-2 | EWP |
| EWTh | EWCe-2 |
| EWLa-1 | EWLa-1 |
| EWP |
Choix d'une électrode en fonction de l'intensité
Plus le courant que doit conduire l'électrode est élevé, plus le diamčtre de celle-ci doit ętre grand. Cependant, la température de l'électrode doit ętre suffisamment élevée pour permettre l'émission facile des électrons. Il faut donc choisir le bon diamčtre pour le courant requis. Une électrode de trop grand diamčtre ne s'échauffera pas suffisamment et produira un arc instable. Une électrode de diamčtre trop petit aura tendance ŕ fondre et ŕ projeter des inclusions de tungstčne dans la soudure.
Les électrodes alliées possčdent une conductivité électrique supérieure d'environ 20 % ŕ celle des électrodes de tungstčne pur, ce qui permet d'atteindre une plus haute température et d'utiliser une intensité plus élevée, d'oů une meilleure stabilité d'arc. Le tableau indique les intensités de courant convenant ŕ divers diamčtres d'électrodes de tungstčne offertes sur le marché.
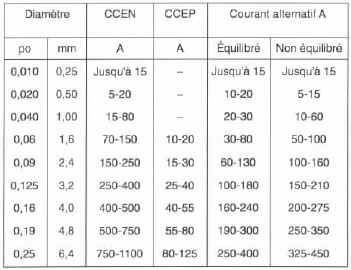
Intensité du courant en fonction du diamčtre des électrodes
Dans le cas du courant alternatif, on distingue l'intensité de deux types d'ondes:
- l'intensité pour une onde conventionnelle (équilibrée ou balancez c'est-ŕ-dire pour un courant dont les deux demi-cycles sont de męme intensité;
- l'intensité pour une onde non équilibrée, c'est-ŕ-dire dont on a modifié l'intensité pour obtenir un demi-cycle positif moins important. Cela diminue le chauffage de l'électrode et permet d'utiliser un courant plus élevé pour un męme diamčtre.
Résumé
Pour obtenir un départ chaud, l'intensité du courant d'amorçage doit ętre plus élevée que l'intensité de soudage. Le départ chaud permet d'effectuer un travail plus rapidement mais il comporte un risque de collage de l'électrode.
Pour obtenir un départ doux, l'intensité du courant d'amorçage doit ętre plus basse que l'intensité de soudage. Ce type de départ est utilisé pour le procédé GTAW avec le courant alternatif.
La torche de soudage maintient l'électrode en place, canalise le gaz de protection et assure la continuité du courant pendant le soudage.
Lorsque le courant de soudage ne dépasse pas 150 A, on emploie une torche refroidie au gaz; lorsque l'intensité est plus élevée, il faut utiliser une torche refroidie au liquide.
Les buses transparentes offrent l'avantage de permettre de voir l'arc et le bain de fusion.
Le choix du diamčtre de la buse s'effectue en fonction du courant de soudage.
Lorsque la buse est munie d'un diffuseur de gaz, la longueur libre de l'électrode peut ętre augmentée jusqu'ŕ 19 mm.
Lorsqu'on utilise un débitmčtre avec un autre gaz que celui pour lequel il a été conçu, on doit appliquer un facteur de correction ŕ la lecture pour obtenir une valeur juste.
Les applications automatiques du procédé GTAW exigent l'utilisation d'un dévidoir; cela peut aussi faciliter le travail du soudeur dans certaines applications manuelles.
Lorsqu'on effectue des travaux avec la haute fréquences on doit ętre particuličrement attentif aux risques d'électrisation.
Les électrodes dont la surface est polie ŕ la meule donnent de meilleurs résultats que celles dont la surface est nettoyée chimiquement.
Les électrodes de tungstčne pur sont moins chčres, mais leur conductivité électrique est inférieure ŕ celle des autres électrodes.
Les électrodes au thorium produisent un arc stable et possčdent une bonne conductivité électrique, mais ne s'utilisent qu'avec du courant continu et une polarité normale.
Les électrodes zirsoniées possčdent les męmes caractéristiques électriques que celles au thorium, mais elles s'emploient avec du courant alternatif.
Les électrodes au cérium ou au lanthanum peuvent ętre utilisées avec du courant continu ou du courant alternatif.
Le choix d'une électrode pour un travail donné s'effectue en fonction du type de courant utilisé et de son intensité.