Caractéristiques des sources de courant pour le procédé GTAW
Comme vous le savez, les sources de courant peuvent ętre regroupées en deux grandes catégories:
- les sources ŕ caractéristique tombante;
- les sources ŕ caractéristique horizontale.
Les sources ŕ caractéristique tombante ou ŕ courant constant sont surtout utilisées pour les procédés manuels avec électrode enrobée et avec électrode réfractaire sous atmosphčre inerte (SMAW, GTAW).
Les sources ŕ caractéristique horizontale ou ŕ potentiel constant sont les meilleurs appareils pour tous les procédés semi-automatiques, mais elles ne peuvent pas servir au soudage manuel avec électrode enrobée ou réfractaire.
Dans le cas du procédé avec électrode réfractaire, la torche de soudage joue essentiellement un rôle de source de chaleur. Pour faire fondre une pičce d'épaisseur constante, comme c'est le plus souvent le cas, le soudeur a donc besoin d'une source de chaleur constante. C'est pourquoi il est préférable d'utiliser une source ŕ courant constant. En effet, avec ce type de source, la chaleur demeure plus ou moins constante, męme si le soudeur ne maintient pas une longueur d'arc parfaitement uniforme.
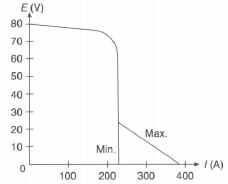
Courbe tension-intensité avec réglage de la pente (commande « contrôle d'arc »)
| Les sources de courant ŕ commande électronique, qui fournissent un courant parfaitement constant, sont idéales avec le procédé GTAW. Si la source utilisée possčde une commande de « contrôle d'arc », on doit la placer ŕ la position la plus faible pour obtenir un courant aussi constant que possible. |
|
Les sources de courant conçues spécifiquement pour le procédé GTAW offrent habituellement la possibilité d'utiliser du courant alternatif ou du courant continu. En effet, le soudeur a besoin de courant alternatif pour souder certains métaux, comme l'aluminium et le magnésium, alors qu'il est beaucoup plus efficace d'utiliser du courant continu pour le soudage de la plupart des autres métaux. De plus, ces sources possčdent une unité de haute fréquence ainsi qu'un pulsateur intégrés.
| Sur le marché, on trouve actuellement des sources de courant offrant ŕ la fois des caractéristiques tombante et horizontale. Elles ont cependant des possibilités limitées au regard du soudage ŕ l'arc électrique avec électrode réfractaire sous protection gazeuse. En effet, certaines ne permettent pas d'utiliser du courant alternatif, tandis qu'avec d'autres, il est difficile d'obtenir un réglage fin des basses intensités, ce qui rend l'arc instable. C'est donc avec circonspection qu'il faut envisager l'achat ou l'usage de ce type de sources. |
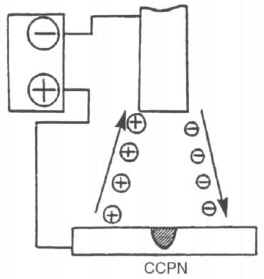
Courant continu, polarité normale (CCPN)
Courant continu avec polarité normale (Bureau canadien de sondage)
| En courant continu avec une polarité normale, la prise de masse est branchée ŕ la borne positive et l'électrode, ŕ la borne négative (CCEN). De cette façon, les électrons circulent de l'électrode vers la pičce ŕ souder et frappent sa surface avec une grande vitesse, concentrant ainsi la chaleur sur le joint. |
|
| Le métal de base fond rapidement sous l'effet de la chaleur intense qu'il reçoit. Les ions de gaz inerte sont ŕ ce moment dirigés vers l'électrode négative ŕ une vitesse relativement lente. Le courant continu avec une polarité normale ne contribue donc pas ŕ nettoyer la surface des métaux des oxydes présents, comme c'est le cas avec la polarité inversée. |
Avec la polarité normale, on peut employer une intensité de courant plus élevée qu'avec la polarité inversée pour un męme diamčtre d'électrode. L'augmentation d'intensité permet d'obtenir:
- une pénétration plus profonde;
- une vitesse de soudage accrue;
- un profil de cordon étroit mais profond.
L'étroitesse du cordon est donc attribuable au petit diamčtre de l'électrode utilisée, tandis que la profondeur de pénétration est provoquée par la concentration des électrons. De plus, un cordon étroit a pour effet de réduire la quantité de chaleur dans la zone avoisinante de la soudure, diminuant d'autant les contraintes, les déformations et les risques de fissures sur certains métaux. La polarité normale est surtout utilisée pour souder les aciers au carbone, l'acier inoxydable et les alliages de cuivre.
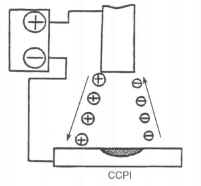
Courant continus polarité inversée (CCPI)
Courant continu avec polarité inversée (Bureau canadien de sondage)
| Avec la polarité inversée, l'électrode est branchée ŕ
la borne positive et la prise de masse, ŕ la borne négative (CCEP). Dans ce cas, c'est
l'électrode qui reçoit la plus grande proportion de chaleur et non la pičce.
|
|
| La chaleur a tendance ŕ faire fondre le bout de l'électrode de tungstčne. Ŕ cause de ce surplus de chaleur, il faut utiliser une électrode de plus grand diamčtre avec la polarité inversée qu'avec la polarité normale. Sinon, l'électrode aurait tendance ŕ se désagréger, ce qui entraînerait des inclusions de tungstčne. De męme, pour le męme diamčtre d'électrode, on doit utiliser une intensité de courant relativement faible (environ six fois plus faible que lorsqu'on emploie la polarité normale). Un diamčtre d'électrode trop grand n'est pas souhaitable parce qu'il diminue la visibilité du soudeur et augmente l'instabilité de l'arc. | |
Avec la polarité inversée, la pičce demeure relativement froide comparativement au soudage avec la polarité normale; il en résulte une pénétration peu profonde.
D'autre part, la polarité inversée a un effet nettoyant sur certains métaux tels que le magnésium, le béryllium et le cuivre. En effet, les ions de gaz inerte brisent le film d'oxydes en frappant la surface de la pičce ŕ grande vitesse. Il en résulte un effet de nettoyage du bain de fusion. L'effet de nettoyage est aussi grandement attribuable au mouvement des électrons qui quittent la pičce.
Courant alternatif et haute fréquence
| Le soudage avec du courant alternatif réunit les caractéristiques du soudage ŕ l'aide de courant continu avec polarité inversée et avec polarité normale. Ainsi, pendant l'alternance positive, il y a un fort effet de nettoyage du bain de fusion. Durant l'alternance négative, la chaleur est plus concentrée dans le bain de fusion, ce qui a pour effet d'augmenter la pénétration. | 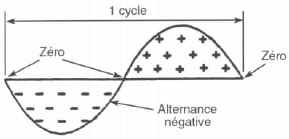 |
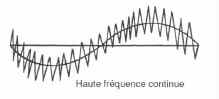
Pour le soudage avec du courant alternatif, il est recommandé d'employer la haute fréquence ou des impulsions ŕ haute fréquence superposées au courant de soudage afin de faciliter l'amorçage de l'arc, de le stabiliser et de remédier aux interruptions qui peuvent se produire chaque fois que la valeur du courant alternatif passe par zéro.
Pour un courant standard de 60 Hz, le courant passe par la valeur zéro 120 fois par seconde. Un courant alternatif ŕ haute fréquence qui comprend 3 200 000 cycles par seconde est superposé au courant de soudage et il établit une étincelle pilote possédant la propriété d'ioniser l'espace compris entre l'extrémité de l'électrode de tungstčne et la pičce ŕ souder. Cette ionisation a pour but de rendre conducteur d'électricité l'espace d'air compris entre l'extrémité de l'électrode et la pičce. La haute fréquence permet donc l'amorçage simplement en rapprochant l'électrode de la pičce, sans qu'aucun contact entre l'électrode et la pičce soit nécessaire.
| Quand un poste de soudage ne comporte pas de dispositif de haute fréquence, on doit amorcer le soudage sur une plaque de cuivre placée prčs du joint ŕ souder. On évite ainsi de contaminer le métal de base par contact avec l'électrode de tungstčne. |
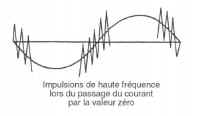
| Les générateurs de haute fréquence sont raccordés électriquement ou magnétiquement au circuit de soudage. Ils produisent un courant de haute tension et de faible intensité. Ils peuvent fonctionner en permanence ou produire des impulsions durant les périodes oů le courant de soudage passe par zéro afin de stabiliser l'arc durant le soudage. |
|
|
Les postes de soudage munis d'un dispositif de haute fréquence intégré possčdent une commande de la puissance de la haute fréquence qui varie de 0 ŕ 100 %. Le réglage de l'écart des pointes de haute fréquence varie entre 0,2 et 0,33 mm (0,008 et 0,013 po) maximum.
On peut aussi utiliser la haute fréquence seulement pour l'amorçage de l'arc. Cette façon de faire est appliquée pour le soudage avec du courant continu afin d'amorcer l'arc sans avoir ŕ toucher la pičce avec l'électrode. C'est un contact ŕ relais qui déconnecte la haute fréquence une fois l'arc amorcé.
Avantages du courant alternatif avec haute fréquence
En résumé, le courant alternatif avec haute fréquence superposée possčde les avantages suivants:
- L'amorçage de l'arc se fait sans contact entre l'électrode et la pičce. Il en résulte moins de contamination de l'électrode et du métal déposé.
- On obtient une plus grande stabilité de l'arc.
- On peut utiliser un arc long, ce qui permet, dans certaines situations, une exécution plus facile de la soudure, en particulier pour le surfaçage et le rechargement dur.
- La durée de vie de l'électrode est augmentée de 100 %.
Le tableau compare les effets du type de courant de soudage et de la polarité sur la largeur et la profondeur de pénétration d'un cordon de soudure.
Influence du type de courant et de la polarité
| Courant continu Polarité normale | Courant continu Polarité inversée | Courant alternatif | |
| Caractéristiques de pénétration |  |
 |
 |
| Action nettoyante des oxydes | Nulle |
Oui |
Oui, une fois tous les demi-cycles |
| Répartition de la chaleur dans l'arc | 70 % ŕ la pičce 30% ŕ l'électrode |
30 % ŕ la pičce 70% ŕ l'électrode |
50 % ŕ la pičce 50 % ŕ l'électrode |
| Pénétration | Étroite et Profonde | Large et peu profonde | Moyenne |
Résume
Le procédé GTAW porte le métal ŕ la fusion grâce ŕ un arc électrique, formé dans une atmosphčre gazeuse inerte, entre une électrode réfractaire et la pičce ŕ souder.
Au lieu du laitier, le procédé GTAW utilise un gaz pour protéger le bain de fusion de la contamination par l'air ambiant.
Le soudage avec le procédé GTAW peut ętre exécuté avec ou sans métal d'apport.
Les baguettes d'apport permettent d'alimenter le bain de fusion et de remplir ainsi le joint ŕ souder.
Le procédé GTAW est particuličrement utilisé pour souder des plaques minces et des métaux ayant une faible soudabilité.
Le procédé GTAW permet d'obtenir des soudures précises et de qualité avec un dépôt trčs dense.
Les postes de soudage GTAW sont ŕ caractéristique tombante.
Le type de courant utilisé ainsi que la polarité influencent la pénétration de la soudure.
Le courant continu avec une polarité normale produit la pénétration la plus profonde.
Le courant continu avec une polarité inversée a une action nettoyante sur les métaux.
Le courant alternatif a une action nettoyante et permet une bonne pénétration de la soudure.
Avec le courant alternatif, on utilise la haute fréquence ou des impulsions ŕ haute fréquence pour stabiliser l'arc lors du passage du courant par des valeurs nulles.
Les générateurs de haute fréquence produisent un courant de haute tension et de faible intensité
On utilise la haute fréquence avec le courant continu afin d'amorcer l'arc.
COMPOSANTS DU POSTE DE SOUDAGE GTAW
Le poste de soudage GTAW est constitué de différents appareils et accessoires qui se raccordent ŕ la soudeuse. Ses principaux composants sont les suivants:
- source de courant (soudeuse);
- torche;
- systčme de refroidissement;
- systčme de gaz de protection;
- dévidoir;
- coffret de haute fréquence;
- pulsateur.