BAGUETTES D'APPORT
Le rôle de la baguette d'apport consiste ŕ assurer la liaison entre les deux pičces ŕ souder et ŕ remplir le joint pour obtenir un assemblage rigide. Le procédé GTAW peut s'appliquer avec ou sans métal d'apport, selon le type de joint et le métal ŕ souder. Ainsi, il est souvent possible de fusionner des pičces minces sans avoir recours ŕ une baguette d'apport. C'est le cas des joints ŕ bords relevés, des joints d'angle extérieur et des joints ŕ recouvrement. Cependant, le métal d'apport est indispensable pour souder des pičces épaisses.
Sélection des baguettes d'apport
Diamčtre de la baguette (mm) |
Épaisseur du métal ŕ souder (mm) |
| 2 | 0.5 ŕ 2 |
| 3 | 2 ŕ 5 |
| 4 | 5 ŕ 8 |
| 4 ou 5 | 8 ŕ 12 |
| 5 ou 6 | 12 ou plus |
De plus, la composition des baguettes d'apport doit s'apparenter le plus possible ŕ celle du métal de base de façon que le mélange soit homogčne. Vous trouverez, dans le tableau ci-haut, les diamčtres des baguettes d'apport recommandés pour le soudage de différentes épaisseurs de pičces.
La majorité des soudures ŕ l'arc électrique avec électrode réfractaire sous protection gazeuse s'effectuent manuellement. Toutefois, dans certaines applications automatiques, la baguette alimente le bain de fusion mécaniquement. On peut męme, dans certains cas, souder avec le procédé « fil chaud » (soudage automatique).
Classification des baguettes d'apport
Les métaux d'apport utilisés avec les procédés de soudage ŕ l'arc sous protection gazeuse (GTAW, GMAW) sont classifiés selon les normes mises au point par l'American Welding Society (AWS). Le tableau identifie quelques unes de ces normes.
Normes AWS de classification des métaux d'apport pour les procédés GTAW et GMAW
| Catégorie de métal d'apport | Norme AWS |
| Aciers au carbone | AWS A5.2 |
| Cuivre et alliages de cuivre | AWS A5-7 |
| Chrome-nickel et alliages chrome-nickel | AWS A5-9 |
| Aluminium et alliages d'aluminium | AWS A5-10 |
| Surfaçage | AWS A5-13 |
| Nickel et alliages de nickel | AWS A5-14 |
| Titane et alliages de titane | AWSA |
| Alliages de magnésium | AWS A5-19 |
| Zirconium et alliages de zirconium | AWS A5.24 |
| Fils-électrodes d'acier doux (GMAW) | BCS W48.4 AWS A5. 18 |
L'ACNOR et l'AWS classent les baguettes (GTAW) et les fils pleins (GMAW) ŕ l'aide de lettres et de chiffres représentant:
- le procédé auquel convient le métal d'apport (GTAW, GMAW, OAW);
- la résistance minimale ŕ la traction en MPa;
- la composition chimique et la résilience du métal d'apport.
Classification des baguettes et des fils d'apport
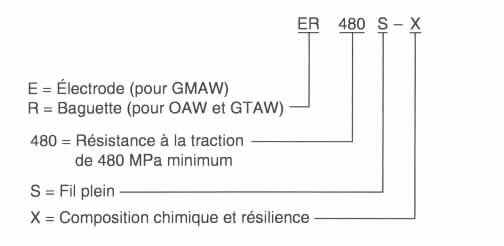
La lettre « R » de cette classification indique qu'il s'agit d'une baguette, selon le mot anglais rod.
Choix du métal d'apport
Le choix du métal d'apport s'effectue en considérant la nature du métal de base. Vous verrez ici les caractéristiques des baguettes d'apport convenant au soudage des principaux métaux ŕ l'aide du procédé GTAW.
Aluminium et alliages d'aluminium
Le métal d'apport que l'on dépose dans le bain de fusion lors du soudage de l'aluminium doit:
- résister ŕ la traction;
- posséder une bonne ductilité;
- posséder une bonne résistance ŕ la corrosion;
- ne pas provoquer de fissures lors du refroidissement.
Un choix approprié de la baguette a pour effet de diminuer les impuretés dans le métal et la fragilité de l'aluminium en fusion.
Le tableau énumčre les métaux d'apport convenant ŕ différents types d'alliages d'aluminium, tout en tenant compte de la résistance ŕ la traction et de la ductilité du métal déposé.
Métaux d'apport pour les alliages d'aluminium
| Alliage ŕ souder | 1060 11 00 1350 3003 3004 |
5052 | 5083 5086 |
5454 | 6061 6063 6351 |
7004 |
| 7004 | 5356( 3 ) | 5356( 3 ) | 5356( 3 ) | 5356( 3 ) 5554 ( 4 ) |
5356( 3 ) | 5356( 3 ) |
| 6061 6063 6351 |
4043 5356( 3 ) |
5356( 3 ) 5554 ( 4 ) |
5356( 3 ) | 5356( 3 ) 5554 ( 4 ) |
5356( 3 ) 5353 ( 2.3 ) |
|
| 5454 | 5356( 3 ) 5554 ( 4 ) |
5356( 3 ) 5354 ( 4 ) |
5356( 3 ) | 5554 ( 4 ) 5356( 3 ) |
||
| 5083 5086 |
5356( 3 ) | 5356( 3 ) | 5356( 3 ) | |||
| 5052 | 5356( 3 ) | 5356( 3 ) 5554 ( 4 ) |
||||
| 1060 1100 1350 3003 3004 |
4043 5356( 3 ) 1100 ( 1 ) |
- (1) Donne les meilleures ductilité et résistance ŕ corrosion.
- La résistance ŕ la corrosion est toutefois plus faible.
- (2) Donne une meilleure harmonisation de la couleur aprčs anodisation.
- (3) L'alliage 5356 est le plus courant de la série 5XXX.
- Les nuances 5183 et 5556 peuvent lui ętre substituées.
- (4) Ŕ utiliser si la température d'utilisation est supérieure ŕ 65 °C.
Le métal d'apport ainsi que le métal de base se mélangent durant le soudage, et leur composition a une influence directe sur la qualité de la soudure. Aussi, il est nécessaire de bien nettoyer les baguettes et le métal de base afin qu'il n'y ait aucune contamination.
Pour obtenir des soudures de qualité, utilisez les baguettes dčs leur sortie de l'emballage.
Cuivre et alliages de cuivre
Le tableau indique les métaux d'apport recommandés pour le soudage du cuivre et de ses alliages.
Métaux d'apport pour le cuivre et ses alliages
| Métal de base | Composition du métal de base | Baguette d'apport Classement AWS | Sorte de courant |
| Cuivre électrolytique | Cuivre99,95 % | RCuSi-A RCuSn-A RCu |
CCPN |
| Cuivre désoxydé | Cuivre99,95 % Phosphore0,02 % |
RCuSi-A RCuSn-A |
CCPN |
| Laiton | Cuivre85 % Zinc15 % |
RCuSn-A RCuSn-C RCuSi-A |
CCPN |
| Bronze-silicium | Cuivre96 % | RCuSi-A | CCPN |
| Bronze phosphoreux | Cuivre92 % Étain7 % Phosphore0,2 % |
RCuSi-A | CCPN |
| Cupronickel | Cuivre70 % | RCuNi | CCPN |
| Aluminium-bronze | Cuivre91% Aluminium7 % Fer2 % |
RCuAl-A2 RCuAl-B
|
CA |
Aciers inoxydables
Le tableau énumčre les métaux d'apport utilisés pour souder des pičces d'acier inoxydable de męme composition chimique.
Métaux d'apport pour aciers inoxydables de męme nature
| Métal de base Acier inoxydable |
Métal d'apport |
| 201, 202, 301, 302, 304, 305, 308 | ER 308 |
| 302 B | ER 309 |
| 303, 303 Se | ER 314 |
| 304 L | ER 308 L, ER 347 |
| 308 L | ER 308 L |
| 309 | ER 309 |
| 309 S | ER 309 |
| 310, 310 S | ER 310 |
| 316 | ER 316 |
| 316 L | ER 316 L |
| 317 | ER 317 |
| 321, 321 H | ER 321, ER 347 |
| 347, 347 H. 348, 348 H | ER 347 |
| 403, 410 | ER 410, ER 308, ER 309 |
| 405 | ER 430, ER 308, ER 310 |
| 420 | ER 420, ER 308, ER 310 |
| 430 | ER 430, ER 308 ER 309, ER 310 |
| 430 Ti | 430 Ti, ER 430 |
| 431 | 431 |
| 442 | 442, ER 308, ER 309 |
| 446 | 446, ER 308, ER 309, ER 310 |
Pour sa part, le tableau indique les métaux d'apport convenant pour le soudage de différents alliages d'acier inoxydable.
Métaux d'apport pour souder différents alliages d'acier inoxydable
| Acier inoxydable |
304 | 304L | 316 | 316L | 317 | 317L | 321 | 347 | 410X |
| 304 | 1-308 | 1-308 | 1-308 | 1-308 | 1-308 | 1-308 | 1-308 | 1-308 | 1-309 2-310 |
| 304L | 1-308 | 1-308 2-316L 3-317L |
1-308L 2-316 3-317 4-347 |
1-308L 2-316L 3-317L |
1-308 2-316 3-317 4-347 |
1-308L 2-316L 3-317L |
1-347 2-308L 3-316L 4-317L |
1-374 2-308L 3-316L 4-317L |
1-309 2-310 |
| 316 | 1-308 | 1-308 2-316 3-317 4-347 |
1-316 2-316L 3-317 4-317L |
1-316 2-316L 3-317 4-317L |
1-316 2-316L 3-317 4-317L |
1-316 2-316L 3-317 4-317L |
1-347 2-316 3-316L 4-317 |
1-347 2-316 3-316L 4-317 |
1-309 2-310 |
| 316L | 1-308 | 1-308L 2-316L 3-317L |
1-316 2-316L 3-317 4-317L |
1-316L 2-317L |
1-316L 2-317 3-317L |
1-316L 2-317L |
1-347 2-316L 3-317L |
1-347 2-316L 3-317L |
1-309 2-310 |
| 317 | 1-308 | 1-308L 2-316L 3-317L |
1-316 2-316L 3-317 4-317L |
1-316L 2-317 3-317L |
1-317 2-317L |
1-317 2-317L |
1-347 2-316 3-316L 4-317 |
1-347 2-316 3-316L 4-317 |
1-309 2-310 |
| 317L | 1-308 | 1-308L 2-316L 3-317L |
1-316 2-316L 3-317 4-317L |
1-316L 2-317L |
1-317 2-317L |
1-317L | 1-347 2-316L 3-317L |
1-347 2-316L 3-317L |
1-309 2-310 |
| 321 et 347 | 1-308 | 1-347 2-308L 3-316L 4-317L |
1-347 2-316 3-316L 4-317 |
1-347 2-316L 3-317L |
1-347 2-316 3-316L 4-317 |
1-347 2-316L 3-317L |
1-347 | 1-347 | 1-309 2-310 |
| 410X | 1-309 2-310 |
1-309 2-310 |
1-309 2-310 |
1-309 2-310 |
1-309 2-310 |
1-309 2-310 |
1-309 2-310 |
1-309 2-310 |
1-410 |
La lettre « L » ŕ la fin de certaines catégories indique que l'alliage possčde une faible teneur en carbone. De plus, le choix du métal d'apport est indiqué dans l'ordre de préférence (préfixes 1, 2, etc.). Par exemple, pour souder un alliage du type 316 avec un alliage du type 317, on choisira le métal d'apport ainsi:
- ler choix: 316
- 2e choix: 316-L
- 3e choix: 317 4e choix: 317-L
Alliages de magnésium
La majorité des alliages de magnésium utilisés de nos jours sont identifiés par les désignations ASTM-MI et ASTM-AZ31. Pour souder l'alliage ASTM-MI, on emploie la baguette d'apport Ml. Pour l'alliage ASTM-AZ31, on utilise la baguette AZ61X.
Aciers au carbone
Le procédé de soudage GTAW n'est pas tellement utilisé pour le soudage des aciers au carbone. Toutefois, ce procédé convient pour des applications spécifiques. Par exemple, le procédé GTAW permet d'obtenir de bons résultats lors du soudage des plaques minces et pour la passe de pénétration sur un joint ŕ passes multiples, lequel est soudé du męme côté. C'est le cas du soudage sur tuyau, qui exige une pénétration uniforme ŕ l'intérieur du tuyau.
Le métal d'apport doit ętre de composition semblable ŕ celle du métal de base. De plus, les baguettes doivent contenir des agents désoxydants afin d'éliminer les soufflures qui peuvent se produire lors du soudage des aciers au carbone ŕ l'aide du procédé GTAW. Les baguettes d'apport en acier recouvertes d'une couche de cuivre et utilisées en soudage oxyacétylénique sont fortement déconseillées pour souder les aciers au carbone ŕ l'aide du procédé GTAW parce qu'elles entraînent l'inclusion d'impuretés. Pour le soudage avec le procédé GTAW, on doit plutôt utiliser les baguettes appartenant aux catégories ER480S-2 et ER480S-3.
Nettoyez bien les baguettes d'apport avec une laine d'acier avant le soudage de pičces en acier au carbone.
Résumé
- Les pičces minces peuvent ętre soudées sans employer de baguette d'apport. Les baguettes sont cependant nécessaires pour souder les pičces épaisses.
- La composition chimique des baguettes doit généralement ętre semblable ŕ celle du métal de base afin de produire un cordon de soudure d'apparence uniforme.
- La classification des baguettes indique la résistance ŕ la traction, la composition chimique et la résilience du métal déposé.