![]() SOUDAGE
AVEC COURANT PULSÉ
SOUDAGE
AVEC COURANT PULSÉ
En sondage GTAW conventionnel, l'arc a tendance ŕ s'élargir en forme de cloche, ce qui tend ŕ élargir le bain de fusion plutôt qu'ŕ augmenter la profondeur de la soudure. Toutefois, si l'arc est appliqué sur un bain de fusion solidifié, ou partiellement solidifié, on obtient une meilleure pénétration. Le sondage GTAW ŕ courant pulsé, identifié par l'abréviation GTAW-P, permet de produire cette solidification du bain de fusion durant le sondage grâce ŕ des variations de l'intensité de l'arc.
Principe de l'arc pulsé
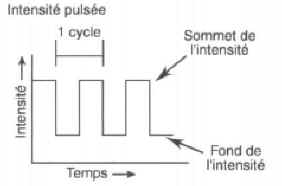
Les appareils de soudage ŕ courant continu peuvent produire un arc pulsé. Il s'agit d'un procédé par lequel l'intensité du courant de soudage passe, ŕ intervalles réguliers, d'un niveau élevé (peak) ŕ un niveau bas (background). Le soudage s'interrompt donc périodiquement. Lorsque l'intensité est élevée, le bain de fusion se forme, puis, lorsqu'elle atteint son niveau bas, le bain de fusion se solidifie et on évite ainsi l'effondrement du métal de base. Le soudage s'effectue donc par impulsions répétées, ce qui crée des points de soudure. Lorsque ces points se recouvrent suffisamment, on obtient un joint uniforme et continu.
Pendant le passage du courant par ses valeurs minimales, le gaz de protection continue ŕ s'écouler, contribuant ainsi au refroidissement de la soudure. Le soudage avec du courant pulsé est donc considéré comme un procédé de soudage plus froid que le soudage conventionnel.
Avantages du procédé GTAW-P
- Le procédé GTAW-P offre de multiples avantages:
- Il facilite le soudage de métaux trčs minces, puisqu'il empęche l'effondrement du métal de base sous l'effet d'un excčs de chaleur.
- Il diminue les risques de déformation dus ŕ la dilatation et ŕ la contraction. En effet, le procédé GTAW-P entraîne une moins grande accumulation de chaleur que le procédé GTAW conventionnel.
- Le mode pulsé autorise le soudage dans toutes les positions, souvent sans avoir ŕ modifier les paramčtres durant le soudage, car le bain de fusion est plus petit et résiste mieux ŕ la gravité.
- Il exige une préparation des joints moins rigoureuse que le procédé GTAW conventionnel, ce qui réduit les coűts de production.
- Il permet de souder des pičces présentant un grand espacement ŕ remplir; les interruptions permettent au métal de se solidifier, évitant ainsi l'écoulement de bain de fusion.
- Il produit des soudures supérieures sur l'acier que celles réalisées avec le procédé GTAW conventionnel. Le bain de fusion plus petit et plus froid se solidifiant par points entraîne parfois un effet de recuit de chaque point sur le précédent. On obtient ainsi des grains plus fins et des soudures ayant de meilleures propriétés mécaniques.
Applications du procédé GTAW-P
En raison de ses caractéristiques, le soudage GTAW en mode pulsé est utilisé particuličrement dans les domaines de l'aéronautique, de la défense nucléaire, de l'électronique, de la pétrochimie, des échangeurs de chaleur, etc. Le procédé GTAW-P est trčs utilisé pour le soudage de tubes. On l'utilise de plus en plus pour le soudage de tubes minces en position fixe. Comparativement au procédé GTAW, le procédé GTAW-P produit la męme pénétration, tout en réduisant les risques de déformation.
Le procédé GTAW-P est également recommandé pour le soudage automatique des tubes sur les plaques tubulaires des échangeurs de chaleur. Ce procédé entraîne un moins grand écart de température entre les tubes trčs minces et la plaque tubulaire trčs épaisse.
Réglage des paramčtres en mode pulsé
Sur les soudeuses concues pour le mode pulsé, on peut régler la fréquence des pulsations (nombre d'impulsions par seconde) ainsi que la forme des ondes de courant.
Influence de la forme des ondes
La forme des ondes de courant influence la pénétration et la forme du bain de fusion. En théorie, des ondes parfaitement rectangulaires devraient permettre d'obtenir des soudures de qualité optimale. Les soudeuses entičrement transistorisées produisent des ondes presque rectangulaires. Ce type de soudeuse permet donc d'obtenir la meilleure pénétration.
Réglage des paramčtres
Pour effectuer le soudage en mode pulsé, on doit régler quatre principaux paramčtres sur la soudeuse:
- intensité maximale;
- intensité minimale;
- temps de montée et de maintien de l'intensité ŕ sa valeur maximale;
- temps de descente et de maintien de l'intensité ŕ sa valeur minimale.
Selon leur valeur, ces quatre paramčtres indépendants peuvent produire des résultats bien différents. D'une maničre générale, pour obtenir une pénétration maximale avec le procédé GTAW-P, on doit suivre les consignes suivantes:
- Régler la fréquence ŕ sa valeur la plus faible. En effet, plus la fréquence est faible, plus la pénétration est élevée.
- Régler le temps de montée du courant de maničre qu'il soit trois fois plus long que le temps de descente (rapport 3/1).
- Régler l'intensité maximale ŕ une valeur assez faible. Si l'intensité du courant est élevée, la forme en cloche de l'arc tend ŕ s'élargir, ce qui augmente la largeur du bain de fusion plutôt que la pénétration.
Étapes de réglage des paramčtres
D'une maničre générale, pour appliquer le procédé GTAW en mode pulsé, on doit régler la soudeuse en procédant de la maničre suivante:
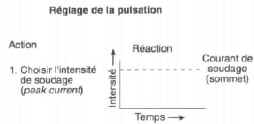
- Déterminer la valeur du courant constant permettant de souder un cordon acceptable.
- Régler l'intensité du courant maximal de maničre que sa valeur soit de 1,5 ŕ 2 fois supérieure ŕ la valeur du courant constant.
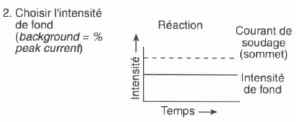
- Régler l'intensité du courant minimal le plus bas possible, c'est-ŕ-dire pour qu'elle soit tout juste suffisante pour maintenir un arc stable. Par exemple, l'intensité minimale peut représenter le tiers ou le quart de l'intensité maximale.
- Selon la pénétration requise, régler le temps de montée et le temps de descente du courant de maničre que leur rapport soit d'environ 3/1. Il faut régler de nouveau les intensités maximale et minimale aprčs avoir réglé ces deux périodes.
- En fonction de la vitesse d'avance, choisir la plus faible fréquence qui permette d'obtenir d'une soudure continue, c'est-ŕ-dire dont les points consécutifs se recouvrent suffisamment. Il est ŕ noter que la distance entre deux points est égale au produit de la vitesse d'avance par la somme du temps de montée et du temps de descente.
Généralement, le réglage des temporisateurs se fait par essais successifs sur une pičce de rebut de męme nature et de męme épaisseur que la pičce ŕ souder. Lorsque le cordon de soudure a l'aspect souhaité, on peut procéder ŕ l'exécution du travail de soudage sur les pičces.
La qualité du soudage dépend en grande partie du bon réglage de la soudeuse. Avant d'effectuer le soudage définitif, n'hésitez pas ŕ faire plusieurs essais sur des pičces de rebut afin d'obtenir un réglage parfait.
Commande des pulsations (pulse)
La commande des pulsations du courant s'effectue grâce ŕ quatre dispositifs:
Panneau de commande d'une soudeuse permettant le sondage en mode pulsé (Lincoln)
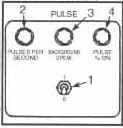
Interrupteur (1): lorsque l'interrupteur est ŕ la position « marche », la pulsation commence dčs que la période d'amorçage est terminée. Elle se poursuit jusqu'ŕ ce que le soudage soit terminé (relâchement de la commande ŕ distance). Quand l'interrupteur est ŕ la position « arręt », le courant n'est pas pulsé;
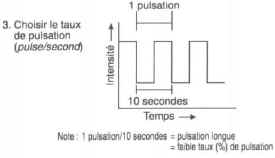
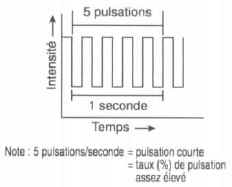
Commande de la fréquence des pulsations (2): comme son nom l'indique, ce dispositif détermine le nombre de pulsations par seconde (fréquence). Le nombre de pulsations peut varier de 0,1 jusqu'ŕ 10 par seconde. L'inscription 0,1 pps signifie qu'une pulsation complčte prend 10 secondes. Ŕ ce moment, les pulsations sont trčs longues. Lorsqu'il y a 10 pulsations par seconde, on dit qu'elles sont trčs courtes;
Commande de l'intensité de fond (background % peak): cette commande (3) rčgle l'intensité du courant de fond (intensité minimale) selon un pourcentage du courant de cręte réglé initialement, soit de 0 ŕ 100 %. Par exemple, si le courant de soudage (intensité maximale) a été réglé ŕ 80 A et que le courant de fond a été pour sa part réglé ŕ 50 %, I'intensité du courant de fond sera de 40 A. Il est ŕ noter que si l'on utilise une commande ŕ distance afin de diminuer ou d'augmenter le courant de soudage, I'intensité du courant de fond variera toujours en fonction du pourcentage préréglé de l'intensité du courant de soudage;
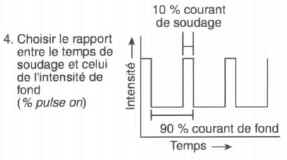
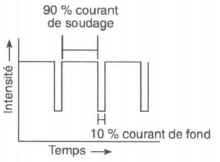
Taux de pulsation (puise %): cette commande (4) permet de choisir le rapport entre le temps de soudage et celui de l'application de l'intensité du courant de fond. par exemple, s'il y a une pulsation par seconde avec un taux réglé ŕ 30 %, le courant de soudage sera maintenu pendant 0,3 seconde et le courant de fond, pendant 0,7 seconde.
Cycle complet de pulsation
|
|
|
|
|
|
|
|
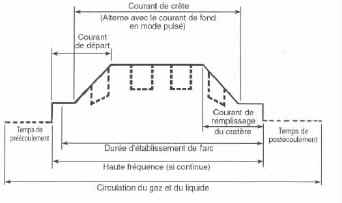
La figure présente graphiquement la variation du courant durant les différentes étapes de soudage. Les pointillés indiquent l'effet des pulsations si cette commande est activée.
Cycle de sondage complet
Résumé
Le sondage GTAW-P est un procédé plus froid que le soudage GTAW conventionnel. Par conséquent, il produit un bain de fusion moins étendu et une meilleure pénétration.
La pulsation du courant est obtenue en faisant passer l'intensité du courant de soudage par un niveau élevé puis par un niveau bas.
Les points réalisés par le soudage GTAW-P doivent se recouvrir suffisamment pour produire un joint uniforrne.
Le procédé GTAW-P est avantageux pour:
- souder des métaux trčs minces;
- souder des pičces présentant un grand espacement;
- effectuer des soudures de grande qualité et aux grains fins sur l'acier;
- souder dans toutes les positions.
On doit régler principalement quatre paramčtres pour produire un arc pulsé:
- intensité maximale;
- intensité minimale;
- temps de montée et de maintien de l'intensité ŕ sa valeur maximale;
- temps de descente et de maintien de l'intensité ŕ sa valeur minimale.
Plus la fréquence est faible, meilleure est la pénétration.
Le temps de la montée du courant doit ętre environ trois fois plus long que le temps de la descente pour produire une bonne pénétration.
L'intensité de soudage doit ętre réglée le plus bas possible, tout en s'assurant qu'elle est suffisante pour produire un cordon acceptable.
Une pulsation de 0,1 pps produit un onde trčs longue, tandis qu'une pulsation de 10 pps produit une onde trčs courte.