![]() Commande
d'amorçage (start)
Commande
d'amorçage (start)
Les quatre dispositifs suivants permettent de régler l'intensité du courant pour l'amorçage:
- Interrupteur de départ: le courant d'amorçage est activé lorsqu'on place l'interrupteur ŕ la position « marche ». Durant l'amorçage, l'intensité du courant atteint la valeur qui a été préréglée;
- Rhéostat: ce dispositif sert ŕ régler l'intensité du courant d'amorçage. Le courant de départ peut ętre préréglé entre 2 et 400 A;
- Bouton-poussoir: lorsqu'on appuie sur celui-ci, la valeur de l'intensité préalablement choisie pour l'amorçage est affichée. On rčgle donc le courant d'amorçage ŕ l'aide du rhéostat et du bouton-poussoir;
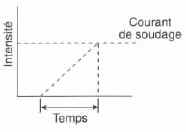
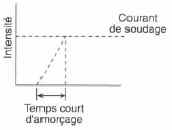
- Minuterie pour le départ: cette minuterie rčgle le temps que durera l'amorçage. Elle permet donc de déterminer l'angle de la pente montante du courant, c'est-ŕ-dire la variation de l'intensité en fonction du temps. Pour déterminer la pente, on rčgle la minuterie entre 0,1 et 10 secondes.
Réglage de la pente montante
| Pente montante douce | Pente montante rapide |
|
|
Le réglage du courant d'amorçage peut produire deux types de départs:
- un départ chaud;
- un départ doux.
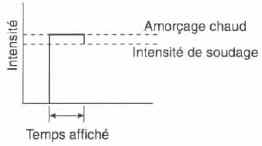
Départ chaud
Ce type d'amorçage est obtenu lorsque l'intensité d'amorçage est supérieure ŕ l'intensité de soudage. On utilise surtout le départ chaud pour réchauffer le tungstčne, ce qui permet d'effectuer le travail plus rapidement. On peut également utiliser le départ chaud avec le procédé SMAW, toujours dans le but de faciliter l'amorçage. Une fois l'amorçage fait, l'intensité du courant redescend jusqu'ŕ la valeur préréglée du courant de soudage.
Départ chaud
Temps affiché Intensité d'amorçage > Intensité de soudage L'intensité reste égale ŕ l'intensité d'amorçage affichée pendant le temps réglé et tombe ŕ la valeur affichée pour le soudage |
|
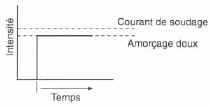
Départ doux
Contrairement au départ chaud, ce type d'amorçage est obtenu en réglant l'intensité du courant d'amorçage ŕ une valeur inférieure ŕ celle du courant de soudage. Le départ doux est surtout utilisé pour le procédé GTAW avec le courant alternatif.
Intensité d'amorçage < Intensité de soudage L'intensité d'amorçage croit en fonction du temps affiché |
|
Commande start touch
Sur certaines soudeuses, en plus de la haute fréquence, il existe une autre option pour amorcer l'arc; cette option s'appelle start touch ou bien lift start. Elle consiste ŕ amorcer l'arc par un simple frottement de l'électrode sur le métal de base ŕ l'endroit du départ de la soudure. La soudeuse fournit alors une tension suffisamment élevée pour amorcer l'arc mais avec une intensité trčs basse. Cela permet d'amorcer l'arc en frottant l'électrode sans endommager l'électrode ou contaminer le métal de base. Cette méthode d'amorçage s'effectue de la façon suivante: dans un premier temps, le soudeur frotte l'électrode pour amorcer l'arc puis, dans un deuxičme temps, la soudeuse augmente l'intensité automatiquement aprčs un court laps de temps (0,5 seconde) jusqu'ŕ la valeur préalablement choisie pour le sondage
Cette méthode permet d'amorcer des cordons de soudure avec une trčs grande précision et évite d'endommager le métal de base avec la haute fréquence. En effet, lors de l'amorçage sur des joints de petites dimensions, la haute fréquence peut attaquer le métal de base sur les côtés adjacents au joint lors du départ; on dit alors que le métal de base est « piqué » par la haute fréquence. Cette méthode permet donc d'exécuter des soudures d'une trčs grande qualité, répondant aux normes les plus sévčres, comme c'est le cas dans les domaines pharmaceutique et sanitaire.
On trouve cette option sur de plus en plus de soudeuses; par conséquent, elle est de plus en plus utilisée.